Hay muchas razones que provocan el deslizamiento del cilindro del tornillo. Por ejemplo, la abrasión del tornillo y el cañón. La relación de compresión del tornillo de la máquina de moldeo por inyección, si la sección de alimentación es demasiado corta y la relación de compresión es demasiado pequeña, provocará una disminución de la capacidad de transporte y el deslizamiento del tornillo. El mal funcionamiento de la válvula unidireccional (válvula de retención) también puede provocar el deslizamiento del tornillo. Además, la uniformidad de la alimentación afectará el procesamiento uniforme de las materias primas, ¡puede causar un transporte uniforme de la masa fundida y provocar el deslizamiento del tornillo!
Análisis de los parámetros del proceso
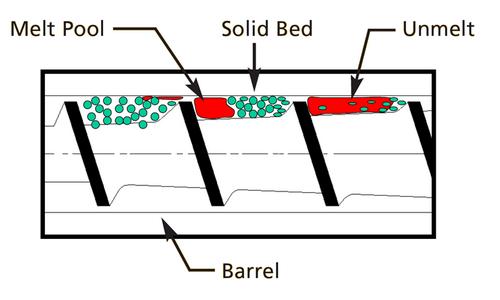
La baja temperatura en la parte trasera del cañón suele ser la causa del deslizamiento del tornillo de inyección. El barril de la máquina de moldeo por inyección se divide en tres secciones. En la parte posterior de la sección de alimentación, una capa delgada de polímero fundido formada durante el proceso de calentamiento y compresión ayudará a transportar hacia adelante el TPU gránulo . Sin esta fina capa, los gránulos son difíciles de transportar hacia adelante. Cuando el equipo y el cilindro de carga son demasiado pequeños, el tiempo de residencia del material en el cilindro es demasiado corto para formar esta fina capa de polímero fundido. El tiempo de residencia del material en el cilindro es demasiado corto, lo que hace que el polímero se derrita o se mezcle de manera insuficiente, lo que hará que el tornillo se deslice o se detenga.
Método de trato
1.Agregue una pequeña cantidad de material plástico en el extremo del barril para limpiar y verifique la temperatura de fusión. La temperatura de fusión será menor que el valor establecido de la temperatura del barril si el tiempo de residencia es corto.
2. Las marcas de mármol, puntos negros o rayas ligeras pueden aparecer en los productos de inyección cuando el material no está bien mezclado en el barril.
3.A veces, la temperatura del barril debe elevarse por encima de la configuración recomendada para lograr una armonía en la rotación y retirada del tornillo.
Establecer una contrapresión demasiado alta también puede hacer que el tornillo se atasque o se deslice. El aumento del ajuste de contrapresión también aumenta la energía que ingresa al material. Si la contrapresión se establece demasiado alta, afectará negativamente la calidad del producto y el tiempo del ciclo. La contrapresión se puede ajustar mediante la válvula de control en el cilindro de inyección.
Análisis de equipos
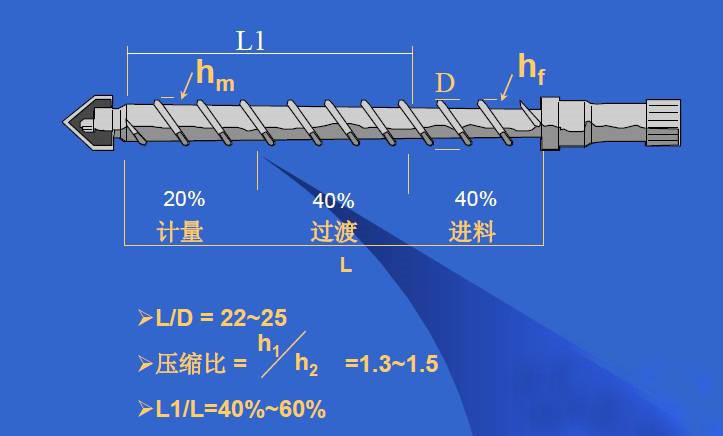
Si hay áreas de abrasión en el tornillo y el cilindro, el tornillo no puede transportar eficazmente el material hacia adelante y el tornillo se desliza de la máquina de moldeo por inyección. Se deben inspeccionar el tornillo y el cilindro y, en esta situación, se debe verificar la holgura entre los dos. Reemplace o repare las piezas si la holgura de ajuste entre el tornillo y el cilindro excede el valor estándar. Si la sección de alimentación es demasiado corta, la alimentación será insuficiente, lo que provocará que el tornillo se deslice. Como la sección de alimentación más corta, la relación de compresión más baja, habrá una mejor relación de compresión diferente para diferentes materiales de moldeo por inyección. El mal funcionamiento del anillo de retención (válvula de retención) también puede hacer que el tornillo se deslice.
Ficha técnica de relaciones de compresión para diferentes materiales plásticos.
TIPO PLÁSTICO | ALIMENTACIÓN PÁRRAFO | PÁRRAFO COMPRIMIDO | TODAS LAS DE ARRIBA |
Plásticos no cristalinos plásticos cristalinos | 10% -25% de longitud completa 60% -65% de longitud completa | 55% -65% paso 1-2 de longitud completa | 22% -25% de longitud completa 25% -35% de longitud completa |
NOMBRE PLÁSTICO | C RELACIÓN DE OMPRESIÓN | NOMBRE PLÁSTICO | ÍNDICE DE COMPRESIÓN |
PVC duro (tabletas) | 2,5 (2-3) | PA-6 | 3,5 |
PVC duro (polvo) | 2-4 (2-5) | PA-66 | 3,7 |
PVC blando (tabletas) | 3,2-3,5 (3-4) | PA-11 | 2,8 (2,6-4,7) |
PVC blando (polvo) | 3-5 | PA-1010 | 3 |
PE | 3-4 | FEP | 3.6 |
PP | 3,7-4 (2,5-4) | abdominales | 1,8 (1,6-2,5) |
PS | 2-2,5 (2-4) | POM | 4 (2,8-4) |
PMMA | 3 | PC | 2.5-3 |
MMS | 3 | PPO | 2 (2-3,5) |
MC | 1.7-2 | Fuente de alimentación | 2-3 |
MASCOTA | 3,5-3,7 | PH | 2.5-4 |
CPE | 2,5-3,3 (2-4) | TPU | 1,25 |
La forma y el tamaño incorrectos del cilindro de alimentación de resina, que conduce a un transporte inestable de materiales, también es la causa del deslizamiento de muchos tornillos de moldeo por inyección. Generalmente, los gránulos de plástico con tamaño uniforme se pueden procesar bien en un barril de alimentación cuadrado, pero será fácil que se resbalen cuando se agreguen materiales reciclados. Intente utilizar un barril circular con un suave gradiente en la parte inferior para el procesamiento del material reciclado y los nuevos gránulos de plástico.
Análisis de material
La forma y el tamaño de las partículas de material afectarán la continuidad de la alimentación del material. El pellet de forma irregular será difícil de alimentar, las fábricas de inyección pueden mejorar la temperatura en la sección posterior del barril para hacer que el material comience a derretirse más rápidamente. Además, la alta humedad del material plástico también puede provocar el deslizamiento de los tornillos. Por lo tanto, cuando procese el material higroscópico de nailon y TPU, el material plástico debe secarse completamente.

Dirección de correo electrónico
koslen@163.comNúmero de contacto
18900373733Habla a
Petrochemical light industry community,Wangchuan Town,Hui an County



Si Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.

 Compatible con red IPv6
Compatible con red IPv6