La contracción de los plásticos es la relación de contracción del volumen de los polímeros desde el estado fundido hasta el estado enfriado y rígido. La mayor parte de la contracción ocurre en el molde mientras se enfría. Se produce una pequeña cantidad de contracción después de la inyección a medida que la pieza moldeada continúa enfriándose. La contracción total es el resultado de la contracción del moldeo y la contracción posterior.
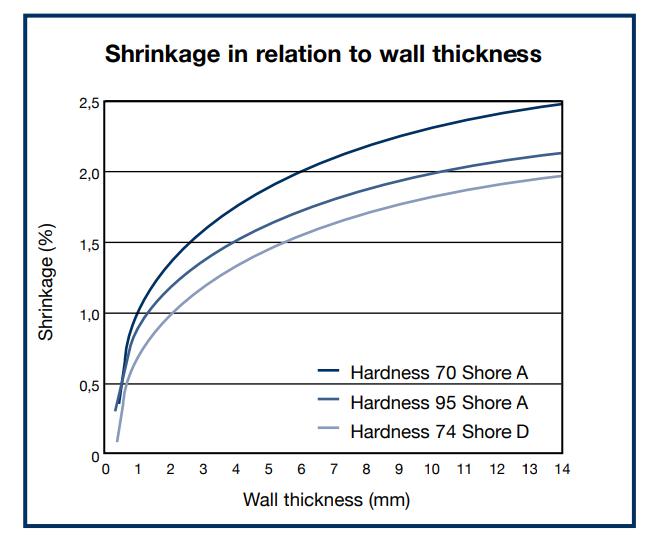
La contracción de la resina plástica de TPU varía de 0,1% a 1%. La contracción de las molduras de TPU está influenciada por una serie de parámetros que incluyen el diseño de la pieza, el grosor de la pared, el diseño de la puerta y las condiciones de procesamiento, la temperatura de fusión y del molde, así como la presión de inyección y mantenimiento. Cuanto más grueso es el espesor de la pared, mayor es la contracción del TPU, cuanto menor es la dureza Shore, mayor es la contracción del TPU. Consulte la siguiente figura sobre la contracción de los grados de TPU en relación con el grosor de la pared y la dureza Shore.
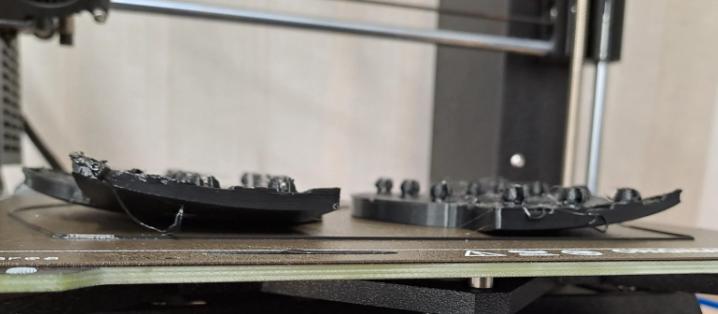
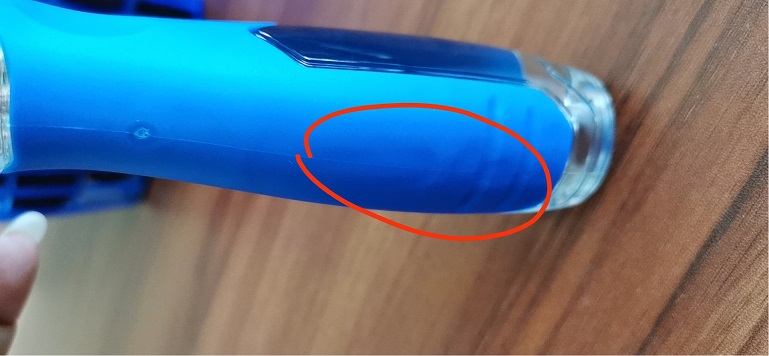
Esta contracción del volumen provocada por la contracción de los polímeros a menudo conduce a piezas envueltas y diferencias de dimensión. Para las piezas que requieren dimensiones estabilizadas y productos ensamblados sin costura, la cantidad de contracción debe predecirse con precisión.


Para el defecto del producto causado por la contracción, intente resolverlo con los siguientes consejos:
Aumentar la presión de inyección
Aumente el tiempo de espera del paquete o el tiempo de enfriamiento
Baja temperatura de fusión de TPU
Bajar la temperatura del molde de TPU
Menor presión de mantenimiento
Dirección de correo electrónico
koslen@163.comNúmero de contacto
18900373733Habla a
Petrochemical light industry community,Wangchuan Town,Hui an County



Si Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.

 Compatible con red IPv6
Compatible con red IPv6