Las abolladuras en las piezas moldeadas por inyección son todos los defectos causados por la reposición de fusión insuficiente cuando Las partes más gruesas están enfriadas.
La contracción de las piezas de plástico (superficie encogimiento e interno contracción) Las principales razones de tales defectos son el control inadecuado de las condiciones de moldeo, los defectos del molde, las materias primas que no cumplen con los requisitos de moldeo y el diseño irrazonable de la forma del plástico

1) Control incorrecto de moldeo Condiciones.
Si La presión de inyección es demasiado baja, la inyección y el tiempo de retención son demasiado cortos, la tasa de inyección es demasiado lenta, la temperatura del material y la temperatura del moho son demasiado altos, la pieza de plástico es un enfriamiento insuficiente, la temperatura es demasiado alta Demolding, la temperatura en el inserto es demasiado baja o el suministro de materiales insuficiente, todo esto hará que la superficie de la pieza de plástico aparezca abollada o desigual. La presión de inyección y la velocidad de inyección debería Aumentar adecuadamente, la densidad de compresión de la derretamiento debería ser aumentado, el tiempo de retención de inyección y presión debería ser prolongado, la contracción de la masa fundida debería ser compensado, y la reacción de inyección debería Aumentar para resolver la apariencia de la abolladura en la inyección Partes. Pero causará golpes si la presión de sujeción es demasiado alta.
Las huellas y las marcas de fregadero se pueden resolver extendiendo el tiempo de espera cuando Ocurre cerca del Sprue. Cuando Las abolladuras ocurren en la posición con la pared de espesor, el tiempo de enfriamiento de la parte plástica en el molde debería ser extendido apropiadamente.
Si Las abolladuras causadas por la temperatura demasiado baja del inserto alrededor del inserto, las abolladuras y las marcas de fregadero pueden resolverse aumentando la temperatura del inserto
Si Dentros causados por una obstrucción parcial de la boquilla y la pérdida de presión de inyección de parcial cuando La boquilla es demasiado pequeña. La boquilla debe ser reemplazada y limpia para resolver las abolladuras.
Además, la pieza de plástico debe estar completamente enfriada en el molde Por un lado, puede reducir adecuadamente la temperatura del material fundido ajustando la temperatura del cilindro. Por otro lado, la configuración del sistema de enfriamiento del molde se puede cambiar para reducir la temperatura del refrigeración. Agua. De lo contrario, si la parte de plástico es Demolded En condiciones de enfriamiento insuficientes, no solo ocurrirá la abolladura fácil, sino que también ocurrirá abolladura en el PIN de expulsión debido a Demolding duro.
2) Molde Defectos.
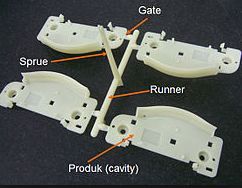
Si El corredor de molde y la sección del sprue son demasiado pequeños, la resistencia de llenado es demasiado grande, la configuración del sprue es asimétrica, la velocidad de llenado del molde está desequilibrada, la posición de la entrada de alimentación está configurada injustificadamente, el escape de molde deficiente que afecta la alimentación, la presión liberación que causó por el desgaste del molde, todo estos Los factores causarán depresiones y marcas de fregadero en la superficie del plástico La sección transversal de Sprue and Runner debería ser apropiadamente ampliado. la posición del sprue debería Se establecerá lo más simétrico posible, la entrada debería ser establecido en el de paredes gruesas Parte de la par de plástico para resolver la apariencia de la abolladura en la inyección Partes.
Generalmente es causado por el flujo deficiente de fundido en una determinada parte de la estructura del molde que dificulta la transmisión de presión si las abolladuras y las marcas de fregadero se alejan lejos del puerto. El tamaño estructural del sistema de recarga del molde debería Se amplíe adecuadamente para resolver la apariencia de la abolladura en la inyección Partes.
Para Muralla gruesa Piezas de plástico, sprue de tipo de ala debería ser preferido. De esta manera, para la escena que las piezas de plástico no son adecuadas para configurar el sprue en la parte de plástico y las partes de plástico que son propensas a la deformación residual en la puerta después de moldear, es un método que adjunta un sorprendente en forma de ala en el Parte de plástico y fije el sprue en el ala Transfiando así los defectos cóncavos de las partes de plástico al Winglet, y el Winglet Se cortará después de que se formen las piezas de plástico.
Además, el molde debería ser revisado con frecuencia para verificar la descompresión y el escape.
3) La materia prima no cumple con el moldeo Requisitos.
Si La tasa de contracción del material de inyección es demasiado grande o de menor rendimiento de flujo, y el lubricante en el material es insuficiente o la humedad de la materia prima, todo estos causará depresiones y abolladuras en la superficie del plástico Por lo tanto, para piezas de plástico con requisitos relativamente altos de la superficie, las calificaciones de resina con una contracción baja deberían ser utilizado tanto como posible.
Si La depresión de inyección es causada por el flujo deficiente del material fundido, se puede agregar una cantidad adecuada de lubricante a la materia prima para mejorar la fluidez de la masa fundida, o aumentar el tamaño estructural del sistema de vertido
4) El diseño de forma y estructura de piezas de plástico es irrazonable.
Si Los espesores de la pared de las partes de plástico varían mucho, el de paredes gruesas Las partes son propensas a las abolladuras y las marcas de fregadero debido a una presión insuficiente durante Moldeo. Por lo tanto, espesor de plástico debería estar diseñado como consistente como posible. Para Casos especiales, si el espesor de la pared de las piezas de plástico difiere enormemente, se puede resolver ajustando los parámetros estructurales de la puerta
How Para analizar y resolver el problema de la abolladura en la parte de plástico Superficie? Comprobar La posición de la abolladura y es en posición fija
Se aparece la abolladura en posición fija.
A.Dent aparece en posición fija cerca del sprue (Extender The Holding Time)

B. Aparece la abolladura en posición fija alrededor del inserto (aumento la temperatura del inserto
C. Aparece la abolladura en posición fija alejada del puente (expandir el tamaño estructural del sistema de recarga del molde y extender el puerto a la parte empotrada

D. Se aparece la abolladura en posición fija en la posición de escape en la cola (Mejorar las condiciones de escape del molde Molde)
E. Se aparece Dent en posición fija Donde es espesor (tomar ala sprue)

Cuando Las abolladuras graves aparecen en partes gruesas y grandes, será difícil resolver el problema. En primer lugar, acortando el tiempo de enfriamiento tanto como sea posible de las partes de plástico del molde temprano a altas temperaturas y asegúrese de que las piezas moldeadas por inyección no se deformen. En este momento, la temperatura de la capa exterior de la parte moldeada por inyección sigue siendo alta, y la superficie no está demasiado endurecida, por lo que la diferencia de temperatura entre el interior y la superficie es relativamente pequeña, lo que es propicio para la contracción general, por lo tanto Reduciendo la contracción concentrada dentro de la forma moldeada por inyección
El problema de contracción se produce principalmente porque La superficie del molde se calienta y la capacidad de enfriamiento se reduce. La superficie de la parte moldeada por la inyección que acaba de ser solidificada es aún más suave. La cavidad de contracción interna que no se ha eliminado por completo ha formado un vacío, lo que hace que la superficie de la parte moldeada por inyección se indique bajo la presión de la presión atmosférica. La abolladura ocurre acoplada con el efecto de la contracción Forzar. Y La velocidad de endurecimiento de la superficie más lenta, más fácil es hacer un hundido.
Por lo tanto, debe enfriarse adecuadamente para mantener la superficie de la parte moldeada por la inyección en un cierto grado de dureza cuando la parte plástica del molde temprano. Sin embargo, si el problema de la contracción es más serio y moderado, no puede ser eliminado Es necesario tomar el método de congelar el enfriamiento de agua para endurecer rápidamente la superficie de la parte moldeada por la inyección para evitar la contracción, pero los orificios de contracción interna todavía existen. Si Extendiendo el tiempo de inyección en lugar de extender el tiempo de enfriamiento, la abolladura será mejor
Finalmente, a veces los métodos anteriores pueden resolver completamente el problema, pero se ha mejorado en gran medida. Si El problema de la contracción de la superficie debe resolver completamente, agregando una cantidad adecuada de anti-reducción El agente también es un último resort. De Curso, piezas transparentes No se puede hacer esto.

Si Todavía hay marcas de hundimiento en la superficie de de paredes gruesas Piezas, o piezas de plástico, como paredes offset, usan el asistido por gas El moldeo por inyección será resolver el problema.
Las abolladuras aparecen en la posición Puede ser causado por la velocidad de inyección demasiado rápida y la atrapada y exprimida Se recomienda ajustar la tasa de inyección, se recomienda reducir la velocidad de inyección primero, luego acelerar a la velocidad máxima de inyección, finalmente se reduce a la inyección más baja Velocidad. El proceso como este eliminará todo el aire.
Dirección de correo electrónico
koslen@163.comNúmero de contacto
18900373733Habla a
Petrochemical light industry community,Wangchuan Town,Hui an County



Si Si está interesado en nuestros productos y desea conocer más detalles, deje un mensaje aquí, le responderemos lo antes posible.

 Compatible con red IPv6
Compatible con red IPv6